Преимущества сварных дверей перед гнутыми
-

Входная дверь Оптима
-

Премиум PREM060
-

Монолит MON023
-

Монолит MON008
-

Входная дверь Классик
-

Входная дверь Классик
-

Монолит MON025
-

Оптима OPT034
-

Премиум PREM023
-

Монолит MON057
-

Премиум PREM064
-

Классик CLAS005
-

Входная дверь Классик
-

Классик CLAS002
-

Входная дверь Классик
-

Усиленная USIL045
-

Входная дверь Оптима
-

Классик CLAS062
-

Премиум PREM046
-

Оптима OPT123
1. Различия конструкций
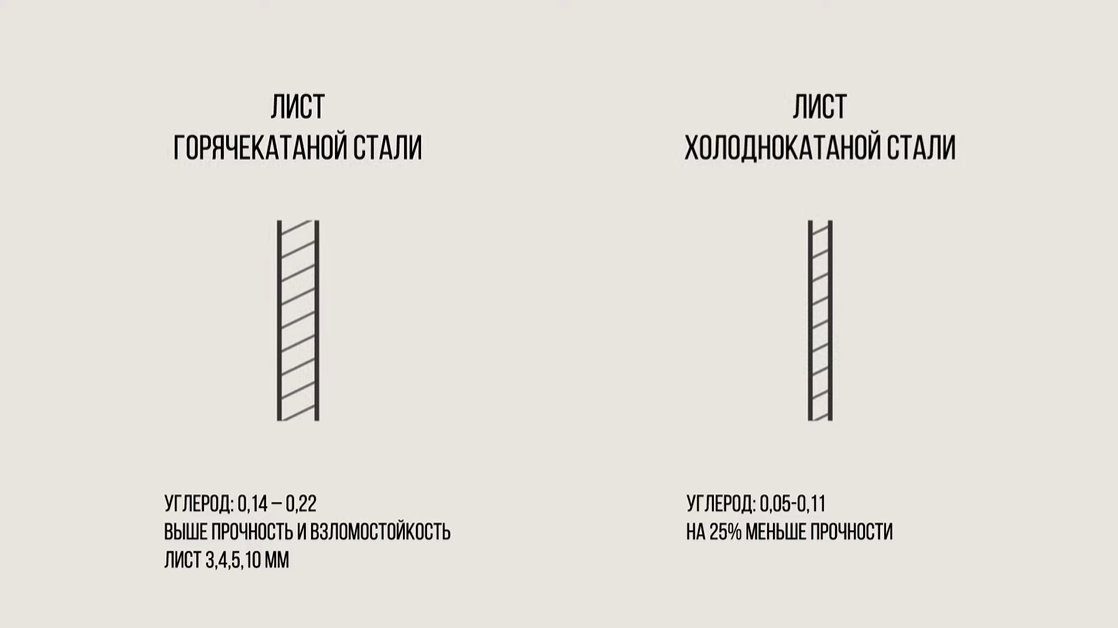
Сварные входные двери (иногда ошибочно называемые гаражными или кустарными) изготавливаются, преимущественно, из горячекатаного сталепроката, а гнутые/цельногнутые (в том числе так называемые китайские — с объемной выштамповкой [выдавленным орнаментом/рисунком или логотипом производителя] на внешнем и/или внутреннем металлических листах) — из холоднокатаного, поэтому:
1.1. Толщина
Толщина элементов (прежде всего — основного [внешнего] и защитного [в замковой зоне] листов, а также торца и рамы/косяка) у сварных дверей практически не ограничены (на практике достигают 6–10 мм), а у гнутых дверей ограничены ~4 мм (на практике не превышают 2 мм, о чем ниже).
1.2. Срок службы
При прочих равных (аналогичные конструкция и масса/вес двери, а также конфигурация и толщина элементов) сварные двери более прочные (следовательно, более долговечные/надежные и взломостойкие) своих гнутых «собратьев», поскольку предел кратковременной прочности В горячекатаной стали ст3пс (из которой изготавливается большинство сварных дверей) на ~25% выше предела кратковременной прочности стали 08пс (применяемой при производстве гнутых дверей), поэтому производители последних вынуждены:
- Облегчать полотно (например, отказываться от горизонтальных ребер жесткости, утоньшая оставшиеся и торец/каркас, в замковой зоне менять сплошной защитный лист на редкие прутки и/или делать притвор пустотелым), что не может положительно сказываться на и так невысоком уровне взломостойкости гнутых дверей.
- Использовать безосевые петли без подшипника качения (лояльно относящиеся к деформации тонкого и мягкого металла в процессе приваривания и некоторое время позволяющие скрывать от пользователя ползучую деформацию рамы), приваривая их в единственные более-менее прочные места — углы полотна и рамы гнутой двери.
- Отказываться от страховочной петли, которая размещается примерно посередине полотна и потому первая принимает на себя (начинает затирать и скрипеть) последствия деформации мягкой рамы гнутой двери.
- Вместо вырезов в раме двери под каждый палец ригеля каждого замка и девиатора делать сплошной ригельный паз, также позволяющий скрывать от пользователей постепенную деформацию рамы и/или полотна гнутой двери.
- В раме/коробке гнутой двери больше необходимого растачивать отверстия под пальцы ригелей замков и девиаторов (с целью исключения затирания ригелей и последующего заклинивания двери в гарантийный период), маскируя их регуляторами притвора (в т.ч. эксцентриками) / регулируемыми ответными планками (в т.ч. подпружиненными).
- Сокращать срок гарантии под различными надуманными предлогами (например, не слишком дорогая декоративная отделка двери).
1.3. Способ формовки
Как следует из названия, металлические изделия (листы, уголки, профильные трубы и швеллер) из горячекатаного проката приобретают свою финальную форму, находясь в разогретом состоянии, когда атомы и молекулы более подвижны, а сама сталь более пластична. Благодаря этому сварные двери имеют внутреннее напряжение (в металле) меньше, чем гнутые двери, составные элементы которых (наружный и защитный листы, ребра жесткости, торец, рама и др.) приобретают свою окончательную форму, находясь в холодном состоянии, когда атомы и молекулы менее подвижны, а сама сталь менее пластична.

2. Производство и реализация
Оборудование, необходимое для производства гнутых входных дверей (гильотины, координатно-пробивные прессы и, конечно, листогибочные станки), гораздо дороже и сложнее в эксплуатации и обслуживании оборудования, необходимого для производства сварных дверей, поэтому:
2.1. Работа с посредниками
Изготовителей (обладающих производством полного цикла) гнутых дверей существенно меньше (псевдо-изготовители, использующие готовые/чужие профили и тем более МБД [металлические дверные блоки], и по факту занимающиеся лишь продажей, сборкой, доставкой и установкой — не в счет) изготовителей сварных дверей, поэтому:
- При приобретении гнутой двери выше шанс (но и при приобретении сварной двери он, безусловно, есть) нарваться на дилера, дистрибьютера, ресселера, представителя, агента и т.п. посредника (официального или, что еще хуже, неофициального), у которого за душой ни копейки (все находится в краткосрочной аренде) и который с одной стороны накручивает свой процент на стоимость двери, а с другой стороны может попросту пропасть (ликвидироваться или обанкротиться), оставив покупателей без выплаченного ими авансом или без гарантии на ранее установленные двери.
- Между производителями гнутых дверей меньше конкуренция, которая, как известно, является двигателем прогресса, а также стимулом повышать качество продукции, оптимизировать/снижать себестоимость и снижать непрофильные расходы (например, торговую и маркетинговую надбавку).
- Доставка (из производства до места установки) готовой гнутой двери обычно дольше и, следовательно, дороже, а также выше шанс повреждения (прежде всего — декоративной отделки) при транспортировке.
2.2. Перегруженность производства
Бенефициары (владельцы бизнеса), стремясь быстрее вернуть средства, потраченные на приобретение дорогостоящего оборудования, стремятся загрузить его на 100% (повысить уровень утилизации), из-за чего:
- Сроки изготовления гнутых дверей обычно существенно больше сроков производства сварных дверей, поскольку производитель стремясь сгладить колебания спроса, равномерно распределят нагрузку.
- В случае обнаружения отделом технического контроля (ОТК) в гнутой двери производственного брака исправлять будут дольше, так как сложнее найти свободное окно в производственном цикле для повторного изготовления бракованных деталей.
- Модернизация (улучшение) имеющихся и внедрение новых конструкций осуществляется реже, поскольку память станков с ЧПУ (численно-программным управлением) жестко ограничена.

3. Себестоимость дверей
Себестоимость изготовления гнутых дверей (иногда называемых «гнутиками») гораздо сильнее зависит от толщины используемой стали (чем толще лист, тем большее усилие станку нужно приложить, чтобы его согнуть), чем себестоимость сварных (чтобы разрезать более толстый металлический лист, надо всего лишь потратить больше времени, продвигаясь с меньшей скоростью), поэтому:
3.1. Металл и крепления
Гнутые двери обычно изготавливают из стальных листов толщиной от 1 мм (эконом) до 2 мм (так называемый «премиум»), а сварные — из металла толщиной 3-5 мм (под заказ — 6-10 мм. и даже более), соответственно:
- Для крепления к полотну замков, фурнитуры (прежде всего — накладок на ключевины и дверных ручек) и декоративных панелей при производстве гнутых дверей преимущественно используют вытяжные (мягкие, одноразовые и пустотелые) заклепки, а при производстве сварных дверей — твердые и полнотелые винты, которые можно снимать и ставить много раз, что облегчает профилактическое обслуживание и возможный восстановительный ремонт двери, в т.ч. в пост-гарантийный период.
- Для соединения металлических элементов при производстве гнутых дверей используется, в основном, точечная сварка (так называемые электрозаклепки), а при производстве сварных дверей применяются прерывистые и даже сплошные сварные швы, которые гораздо более прочны.
4. Максимальные размеры
Гнутые двери гораздо сильнее ограничены по своим размерам — высоте и ширине, поскольку листогибочные станки имеют жесткое ограничение по максимально возможным габаритам заготовки, а размеры сварных дверей ограничены только максимальными размерами горячекатаного листа – до 12м*4м и более.
5. Особенности типовой конструкции
При производстве гнутой двери сложнее внести изменение в типовую конструкцию (потребуется корректировка программы ЧПУ), поэтому:
5.1. Фиксированный шаг
Гнутые двери изготавливают если не фиксированных размеров (под склад), то обычно с шагом 10-20 мм, что может облегчить взломщику задачу взлома гнутой двери путем ее вырывания из проема или разжимания. Сварные же двери можно изготавливать с шагом хоть в 1 мм — под конкретный дверной проем.
5.2. Замки и фурнитура
Ассортимент замков, блокираторов и девиаторов, а также броне- и антивандальных накладок, предлагаемых к установке в гнутую дверь, как правило, ограничен гораздо сильнее и обновляется гораздо реже, чем в случае со сварной дверью, что облегчает злоумышленникам задачу вскрытия гнутой двери, поскольку он может обойтись меньшим набором инструментов, навыков и знаний, используя проверенные/апробированные/отработанные методики.
5.3. Нестандартные конструкции
В конструкцию конкретного экземпляра гнутой двери сложнее внести изменения в соответствии с пожеланиями/требованиями конкретного потребителя (например, добавить защитную шторку, увеличить толщину наружного или защитного листа, наварить полосу в зоне притвора или добавить в замковую зону лист жаропрочной стали или плиту из композитного материала), что затрудняет покупателю возможность оставить «нежданчик» потенциальному медвежатнику.
Однако и сварные двери обладают определенными недостатками:
- Легче нарваться на кустарный/гаражный продукт (в самом плохом смысле этого слова) c неизвестным (тяп-ляп) качеством от noname-изготовителя.
- Качество готовой продукции в большей степени зависит от опыта, навыков и мастерства рабочих (прежде всего — сварщиков), поэтому приоритет следует отдавать изготовителям «с историей».




















